






Le filetage et taraudage
L'Atelier du Dax Honda et autres minis 4T :: L'ATELIER :: Garage (blabla mécanique et électricité. Panne et prépa)
Page 1 sur 1

 Le filetage et taraudage
Le filetage et taraudage
 par dax 50 Mar 25 Aoû - 22:21
par dax 50 Mar 25 Aoû - 22:21
donc voila un petit tuto pour le filetage et taraudage
Boulonnerie - Filetage et taraudage
Mécanique
Le taraudage
Définition
Le taraudage est une action d’usinage par enlèvement de matière qui consiste à réaliser des filets dans un trou préalablement calibré.
Le trou
Le trou à réaliser à une grange importance dans la qualité de l’usinage.
En effet l’action de tarauder une pièce provoque une déformation du métal à l’entrée qui en règle général est nuisible à l’ajustement de deux pièces.
C’est pourquoi on va, suivant le cas, faire un usinage supplémentaire, voir l’illustration ci-dessous:
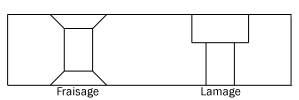
Le diamètre du trou a aussi sont importance, un trou trop petit aura tendance à faire des sommets de filet bien trop haut qui frotteront sur la vis, alors qu’un trou trop grand fera “nager” la vis dû au fait que les sommets cette fois seront tronqués.
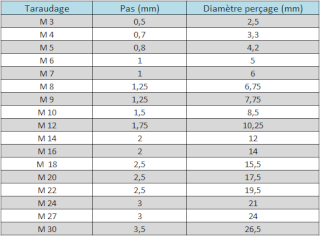
Le diamètre sera donc : Ø du trou = Ø nominal - le pas
( la théorie voudrait : Ø du trou = Ø nominal - 1.0825x le pas )
Le tableau ci-dessous indique les principaux diamètre de perçage:
Les outils utilisés sont appelés tarauds.
Ils sont en général en jeu de trois comme l’illustre l’image si-dessous:
 - 1 : ébaucheur
- 1 : ébaucheur
- 2 : demi-finisseur
- 3 : finisseur
En effet, l’ébaucheur comme sont nom l’indique ébauche l’usinage, le demi-finisseur poursuit l’usinage et le finisseur finalise le travail. Regardez bien l’image pour comprendre le principe.
C’est très simple à comprendre, le 1er enlève peu de matière, le second un peu plus et le finisseur assure une finition correcte, on peut remarquer la forme du départ de l’outil sur l’image.
L’usinage
Pour l’usinage il nous faudra un outils appelé tourne à gauche pour utiliser les tarauds:
Les tarauds doivent être propre.
L’insertion de l’ébaucheur est primordial, il faudra contrôler soigneusement son orientation au début ainsi qu’en cour d’usinage.
On utilisera une équerre, un marbre, tout est bon pour un contrôle rigoureux:
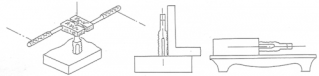
( dessin de mon prof de l’époque )
Attention à ne pas effectuer un couple trop grand pendant l’usinage, ça engendre souvent la casse du taraud, de temps en temps tournez en sens inverse pour casser le copeau.
La lubrification
Pendant l’usinage il faudra lubrifier suivant le type de matèriau à usiner :
- Acier : huile de coupe
- Aluminium: huile de coupe
- Alliage a base de cuivre : à sec
- fonte : à sec, au suif
Le filetage
Définition
Le filetage est une action par enlèvement de matière qui consiste à réaliser des filets sur une tige.
La tige
Pour le diamètre de la tige c’est plus simple que pour le taraudage, elle doit être égale au diamètre nominal une fois fileté.
On réalisera un chanfrein en bout ce qui diminuera la fragilité de l’entrée du filet, favorisera le début de l’usinage.
La théorie voudrait : pas < e < 2pas
Les filières et porte-filières
Je vais vous présenter ici 2 types de filières, et comme d’habitude une image vaut tout les discours:
Filière ronde

le réglage s’effectue par la vis conique c. Le diamètre maximun est obtenu lorsque c est vissée.
Montage de la filière dans le porte-filière: positionner l’extrémité de la vis-pointeau d dans l’empreinte pour assurer l’arrêt en rotation de la filière dans le porte-filière. L’entrée de la filière est toujours du côté de l’inscription.
Filière type “LC”
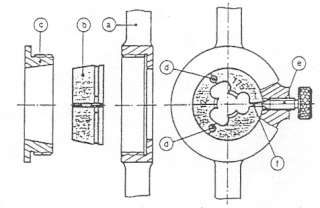
Réglage du diamètre de filetage: le diamètre se règle en tournant la pièce c et la vis-pointeau e. Ces deux pièces doivent être serrées aprés réglage. Pour augmenter le diamètre du filetage, débloquer c et visser e dans f pour écarter les coussinets.
Montage de la filière dans le porte-filière: la rainure f est positionnée face à la vis e, les coussinets b dont la forme extérieure est conique viennent en appui dans la pièce c.
L’usinage
Comme pour les tarauds, les filières doivent être propre.
L’insertion de la filière est primordial mais plutôt facile si le chanfrein est bien réalisé ( moins difficile d’être de travers avec une filière qu’avec un taraud ).
La lubrification
Pendant l’usinage il faudra lubrifier avec une huile de coupe, si la tige est autre que de l’acier il faudra se référer à la lubrification du taraudage.
Boulonnerie - Filetage et taraudage
Mécanique
Le taraudage
Définition
Le taraudage est une action d’usinage par enlèvement de matière qui consiste à réaliser des filets dans un trou préalablement calibré.
Le trou
Le trou à réaliser à une grange importance dans la qualité de l’usinage.
En effet l’action de tarauder une pièce provoque une déformation du métal à l’entrée qui en règle général est nuisible à l’ajustement de deux pièces.
C’est pourquoi on va, suivant le cas, faire un usinage supplémentaire, voir l’illustration ci-dessous:
Le diamètre du trou a aussi sont importance, un trou trop petit aura tendance à faire des sommets de filet bien trop haut qui frotteront sur la vis, alors qu’un trou trop grand fera “nager” la vis dû au fait que les sommets cette fois seront tronqués.
Le diamètre sera donc : Ø du trou = Ø nominal - le pas
( la théorie voudrait : Ø du trou = Ø nominal - 1.0825x le pas )
Le tableau ci-dessous indique les principaux diamètre de perçage:
Les outils utilisés sont appelés tarauds.
Ils sont en général en jeu de trois comme l’illustre l’image si-dessous:
- 1 : ébaucheur- 2 : demi-finisseur
- 3 : finisseur
En effet, l’ébaucheur comme sont nom l’indique ébauche l’usinage, le demi-finisseur poursuit l’usinage et le finisseur finalise le travail. Regardez bien l’image pour comprendre le principe.
C’est très simple à comprendre, le 1er enlève peu de matière, le second un peu plus et le finisseur assure une finition correcte, on peut remarquer la forme du départ de l’outil sur l’image.
L’usinage
Pour l’usinage il nous faudra un outils appelé tourne à gauche pour utiliser les tarauds:
Les tarauds doivent être propre.
L’insertion de l’ébaucheur est primordial, il faudra contrôler soigneusement son orientation au début ainsi qu’en cour d’usinage.
On utilisera une équerre, un marbre, tout est bon pour un contrôle rigoureux:
( dessin de mon prof de l’époque )
Attention à ne pas effectuer un couple trop grand pendant l’usinage, ça engendre souvent la casse du taraud, de temps en temps tournez en sens inverse pour casser le copeau.
La lubrification
Pendant l’usinage il faudra lubrifier suivant le type de matèriau à usiner :
- Acier : huile de coupe
- Aluminium: huile de coupe
- Alliage a base de cuivre : à sec
- fonte : à sec, au suif
Le filetage
Définition
Le filetage est une action par enlèvement de matière qui consiste à réaliser des filets sur une tige.
La tige
Pour le diamètre de la tige c’est plus simple que pour le taraudage, elle doit être égale au diamètre nominal une fois fileté.
On réalisera un chanfrein en bout ce qui diminuera la fragilité de l’entrée du filet, favorisera le début de l’usinage.
La théorie voudrait : pas < e < 2pas
Les filières et porte-filières
Je vais vous présenter ici 2 types de filières, et comme d’habitude une image vaut tout les discours:
Filière ronde
le réglage s’effectue par la vis conique c. Le diamètre maximun est obtenu lorsque c est vissée.
Montage de la filière dans le porte-filière: positionner l’extrémité de la vis-pointeau d dans l’empreinte pour assurer l’arrêt en rotation de la filière dans le porte-filière. L’entrée de la filière est toujours du côté de l’inscription.
Filière type “LC”
Réglage du diamètre de filetage: le diamètre se règle en tournant la pièce c et la vis-pointeau e. Ces deux pièces doivent être serrées aprés réglage. Pour augmenter le diamètre du filetage, débloquer c et visser e dans f pour écarter les coussinets.
Montage de la filière dans le porte-filière: la rainure f est positionnée face à la vis e, les coussinets b dont la forme extérieure est conique viennent en appui dans la pièce c.
L’usinage
Comme pour les tarauds, les filières doivent être propre.
L’insertion de la filière est primordial mais plutôt facile si le chanfrein est bien réalisé ( moins difficile d’être de travers avec une filière qu’avec un taraud ).
La lubrification
Pendant l’usinage il faudra lubrifier avec une huile de coupe, si la tige est autre que de l’acier il faudra se référer à la lubrification du taraudage.

dax 50- prophète des minis

-
 Nombre de messages : 831
Nombre de messages : 831
Age : 38
Localisation : montignac (dordogne)
Mini moto : gogo 50cc et solex 2200
Niveau mécanique : amateur
Date d'inscription : 13/05/2009

» Filetage bougie
» Bougie NGK Dax Honda et filetage abîmé
» [TUTO] Tableau Correspondances filetage/visserie
» Bougie NGK Dax Honda et filetage abîmé
» [TUTO] Tableau Correspondances filetage/visserie
L'Atelier du Dax Honda et autres minis 4T :: L'ATELIER :: Garage (blabla mécanique et électricité. Panne et prépa)
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum